產品名稱:
門框設備
產品描述:
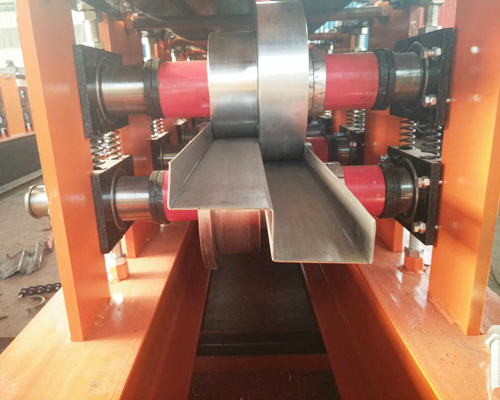
主機進料口處設置左右導向裝置。工作時,原材料板材兩側經左右導向進入主機,使原材料板材與輥壓成型系統保持正確的位置。可通過手動螺桿機構調節導向位置,且左右獨立可調。
產品詳情:

門框設備參數介紹
設備總長 | 6m | 寬度 | 1.3m | 高度 | 1.2m |
電機功率 | 4kw | 工作電壓 | 380V | ||
生產速度 | 8-10米/分 | ||||
成型排數 | 16排輥壓成型 | ||||
壓輪軸徑 | ?65mm實心軸 材質 45#鋼調質 | ||||
壓型輪材質 | 45#鋼真空高溫淬火而成,表面硬鍍鉻; | ||||
設備底架 | 大架:300H型鋼焊接而成,立板14mm | ||||
傳動方式 | 1寸鏈條、鏈輪傳動 | ||||
剪斷機功率 | 4kw液壓泵站 | ||||
剪切刀材質 | 采用Cr12材質,經高溫淬火而成,由二片刀組成 | ||||
壓板厚度 | 0.8-1.5mm | ||||
隨機附件 | 彩鋼上料架1套 | ||||
成型部分 | 輥壓成型系統由機架、傳動部件及冷彎成型輥輪組等組成。分為精工式車輪旋轉成型,成型效果好,減少輪子和原材料之間的摩擦力,調試方便、。 | ||||
工作流程 | (送毛坯料)開卷——導向進料——輥壓成型——定長切斷——兩件成品高度115-120mm,成品出板后,配合間隙均勻,兩塊成型后,高度平面一致,可實現定向旋轉。 | ||||
進料導向平臺 | 主機進料口處設置左右導向裝置。工作時,原材料板材兩側經左右導向進入主機,使原材料板材與輥壓成型系統保持正確的位置。可通過手動螺桿機構調節導向位置,且左右獨立可調。 | ||||
成型后切斷系統 | 切斷系統由切斷機架兩付,切斷模具,導向裝置和切斷油缸等組成。 | ||||
電控系統 | 采用臺達PLC控制,能實現整機自動化生產。可設定批次、工件長度、數量等。 操作方式:輸入屏+按鈕。編碼器計數,具有計數及記長功能。。 | ||||
變頻器 | 三晶變頻器,出板長度誤差 到±1mm | ||||
注意事項 | 供電電源輸入:三相380V 電網電壓波動:≤±10% 前后左右距離墻壁等遮攔物1米以上 | ||||
售后服務 | 技術人員免費上門安裝、調試 | ||||
保修期 | 主機,電器保修一年,終身維護 | ||||
公司動態